
阀门螺栓紧固顺序和原则首选液压扳手
文章出处:未知 人气:发表时间:2018-12-07 09:30
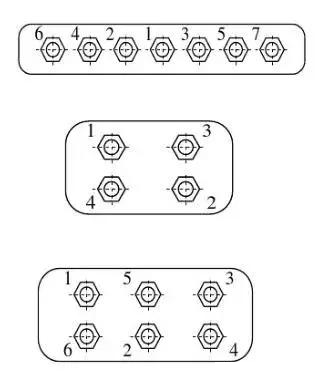
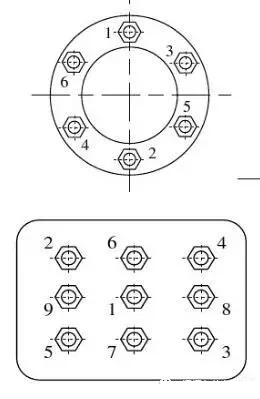
阀门装配时,螺栓的拧紧程度和次序对其装配质量有着直接地影响。对于一般螺栓的拧紧比较好办,连接件不松动就可以了。但对垫片、填料结构的螺栓拧紧,则应有先有后、对称均匀,轮流拧紧。当每根螺栓都拧紧得力后,应检查法兰是否歪斜,测量法兰之间的间隙是否一致,以便纠正。然后对称轮流拧紧螺栓,拧紧量要小,每次为 1/4-1/2 圈左右,一直拧到所需要的预紧力为止。要特别注意不要拧得过紧,以免压坏垫片,一般以拧到不漏为准。最后检查法兰间隙,其间隙应一致并保持在 2mm 以上。

螺栓紧固原则:
按先中间、后两边、对角、顺时针方向依次、分阶段紧固。
一般分两段紧固:第一步拧50%左右的力矩;第二步拧100%的力矩。
螺栓末端应露出螺纹外1~3个螺距。

下一篇:力矩扳手的数控化程度 上一篇:液压扳手:螺栓的拧紧力矩标准




同类文章排行
- 波霆代理德国原装进口液压扭力扳手,数显充电,气动,电动定扭矩
- 数显电动定扭矩扳手
- 如何选择液压螺栓拉伸器?
- 气动扳手原理和结构图详解
- 液压螺栓拉伸器预紧力、拉力和扭矩的计算
- 电动扳手48v与88v区别
- 气动扭矩扳手的保养方法
- 液压扳手的螺栓扭矩选择
- 气动扳手扭力对照表
- 气动扭力扳手特点
最新资讯文章
- 机械手臂用电子精控电动力矩拧紧机
- 机械手臂用伺服无刷电动拧紧轴
- 机械手臂用伺服电动扭矩拧紧机
- 机械手臂用伺服电动扭矩扳手
- 江阴远阳150兆瓦风电平价上网项目吊装圆满竣工
- 175米!全球叶轮直径最大陆上风机吊装成功!
- 国家电投山东半岛南3号项目首台风机吊装完成
- 中空液压扳手动力头和工作头型号区别有哪些?
- 使用液压螺栓拉伸器时:如何确定螺栓预紧拉伸力?
- 液压扭力扳手同步预紧是什么
- 炼铁厂液压扳手,烧结车间液压扭力扳手
- 国内首个140m级免灌浆干式连接装配式混塔项目全部吊装完成
- 世界水电“珠峰”|白鹤滩水电站百万机组安装
- 高强螺栓松动的原因及紧固方法
- 进口液压扳手九种常见故障及解决办法
- 锂电池在液压数显扳手中的应用价格
- 塔机高强螺栓德国进口液压专用扳手的设计
- 新疆宝能城钢结构工程顺利吊装,新丝路经济带首席世界级综合
- 四川雅砻江两河口水电站3号机组转子吊装成功
- 土耳其胡努特鲁燃煤电厂1号机组发电机定子吊装就位
